复合材料如今在欧美市场上的应已经很成熟,许多知名的复合材料制造商也大多位于这一区域内,CCP Gransden公司位于北爱尔兰贝尔法斯特,是世界领先的复合材料制造商,在这方面已有四十余年的生产经验。
CCP与Engel公司的英国分公司合作,开发了一种创新生产工艺--热压+注塑一步成型工艺(overmoulding)。,以此工艺为基础。双方将热压成型工艺和注塑工艺合二为一,成就了这种一步到位的创新工艺。

“在此工艺中对 有机板(Organosheet)的增强热塑性板材进行加热是一个关键。采用特殊设计的红外线加热烘箱进行快速加热,红外加热烘箱在温控和速控方面进行了特别的设计,由一家世界知名的企业--爱尔兰ceramicx设计并建造,ceramicx的工程师花费了数百小时的时间完成了此项工作。红外线烘箱采用黑色空心陶瓷红外线加热器SFEH系列作为加热元件,分上下两层加热,板材由机械手夹持后进入烘箱进行两面加热,“随后,高速多轴机械手臂将经过加热的有机板转送进入压机设备。在压机合拢进行热压作业的同时,注塑设备同步将熔融状态下的热塑性树脂注入。”通常状况下,注入的热塑性树脂中还会混有短切纤维。“这是一种超快的一步成型工艺,只要部件的尺寸和几何形状合适,单件的生产时长能够控制在2分钟以下。”

CCP战略合作经理Scott King表示说这项工艺在研发之初就遇到了一些挑战,因为来自航空和汽车两方面的客户在热塑性树脂的选择方面产生了一些分歧。前者倾向于采用PEI、PPS和PEEK,而后者更愿意采用PA。“在实际研发过程中,我们最先尝试了PEEK和PEKK。但仅仅一天之后,我们就放弃PEEK,转向了PA。”PEEK在流动性方面先天条件不足,这是其短板。而对于整个工艺流程而言,保证压机各处热量分布得恰到好处至关重要。考虑到这一点,采用PA在工艺操作方面显得更加简便。
“因为严格的数据存储机制,每一个经由我们生产的部件都可以追溯其生产过程。”Scott King指出,“这意味着我们可以赋予每个部件一个出生证明,保证它们是用标准化的工艺生产出来的。”这一点上,红外加热系统供应商爱尔兰ceramicx对其生产的陶瓷红外线加热元件也采用了同样的方式,在每一个出厂的加热器上都打上一个唯一编号,以此来保证每个陶瓷加热器都可以追溯其生产过程。
King透露说,这种热压+注塑一步成型工艺(overmoulding)给CCP公司带来了设计生产方面极大地便利。
*强度高、刚度高;
*一体化成型既提高了刚度,又保证了良好的功能性和可组装性;
*具备生产几何形状复杂部件的能力;
*极短的生产周期,单个部件生产时长低至2分钟;
*材料可选的范围非常丰富;
*接合面接合完美,完全可以视为一体结构;
*极大减少了工艺所需的步骤;
*产品极具视觉美感。
一步成型
上述列举的种种优势,大都得益于“一步成型”。King表示说:“此前,热压和注塑是分两个步骤完成的。”
他进一步解释说,在一步成型的工艺中,基层材料和表层材料之间可以实现更好的接合。“当两者都处于半熔融状态时,会产生分子间的相互扩散。”King表示说,“由此,我们将获得更好的机械性能,同时接合处也将更富有视觉美感,侧面不会有溢出,边缘处干净利落。尽管这并不影响部件的强度,但却体现了对工艺精确掌控的能力。”King表示说,CCP甚至可以在基层材料和表层材料中使用同一种聚合物基体(Polymer Matrix),而这一点在从前的两步法时代是不可想象的。
至于有人认为,若想要在PEEK的基层上再覆盖一层PEEK材料,一步成型法难以实现。对此,King回应说:“这并非不可能。精准控制速度和温度至关重要。”
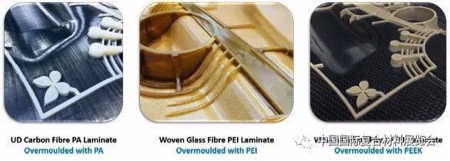
左图基层材料为单向碳纤维/PA,表层材料为PA
中图基层材料为玻纤织物/PEI,表层材料为PEI
有图基层材料为碳纤维织物/PEEK,表层该材料为PEEK
经济适用性
有人怀疑称,因为模具工装费用昂贵,这项技术的使用成本将大大超出以往。对此,King回应说:“有人认为,若以此法生产部件,成本足以飙升到四位数。但我们看待问题不能如此片面,而必须从产品整个生命周期的角度考虑。它毕竟省去了部件组装的环节,也不需要考虑很多种不同的材料和嵌入件(inserts),只需要把单一的部件送到组装线上去。当然我们还在研究如何进一步降低这种工艺的生产成本。譬如说,很多人揣测模具成本将高达12-14万美元,甚至更多。但事实是,同样用于生产复杂几何形状的部件,我们能够把这个数字降低到1.4-2.1万美元。不能不说,我们在这方面取得了不小的成绩。”
King同时指出,在选择材料并进行设计的时候,成本和生产部件的总量是很重要的考虑因素。“比如说,选择使用顶针(ejector pins)会产生很多额外的开销,”King表示说,“但却可以满足客户的很多个性化的需求。这一点是我们一直引以为傲的。”
“我们具备在24小时内生产1000-1500部件的能力。如果采用碳纤维/PPS的材料组合,部件的生产周期将小于60秒,甚至更短。”
另一方面,King也强调了设计和研发的重要性。“我们前后花了12周完成了从设计到部件生产的全部流程。我们想证明的是,从概念产生到商业量产不一定需要数年的研发周期,或许几个星期就够了
(以上部分内容从中国复合材料网摘取,经ceramicx工厂确认此红外线加热烘箱为ceramicx负责设计建造。ceramicx一直致力于为全球领先领域的用户设计制造高要求的红外线加热应用项目,欢迎国内有类似需求的企业与我们联系,共同为中国的复合材料成型加热事业贡献一份力量。)