本文为我司官网案例专栏正式文稿,依托爱尔兰Ceramicx原厂瑞士落地项目原始资料扩写优化,技术参数标准化制表,内容兼顾专业性,落地性与招商推广属性;我司作为Ceramicx大中华区域独家总代理,可依托本案例成熟技术方案,面向国内混凝土管材制造企业提供同款非标定制红外烘干系统。
一、项目概述
爱尔兰Ceramicx是全球全波段工业红外加热系统头部研发制造商,产品服务全球80+国家工业客户;我司全权负责Ceramicx全系产品大中华区销售、方案定制、技术落地与售后服务。本项目由瑞士本土工业制造企业发起,经德国合作经销商Fried Freek对接,Ceramicx原厂研发团队完成大口径混凝土管道内腔嵌入式红外烘干炉全流程定制开发。
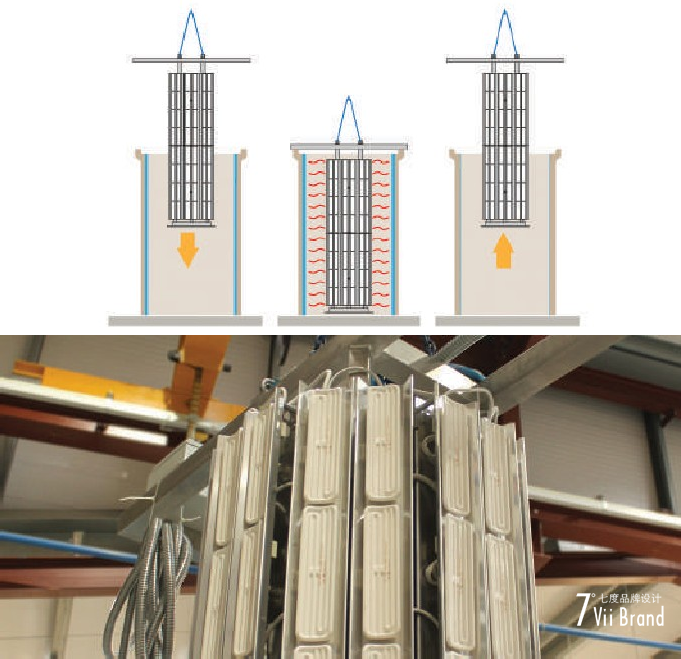
项目采用FET陶瓷长波红外辐射加热技术,创新性设计八角一体式不锈钢炉体,设备可通过起重机整体吊装入混凝土管道内部原位烘干,配套Epsilon高温计+KR1控制器搭建闭环温控系统,同步实现混凝土内壁高效干燥与表面温度实时在线监测,是红外加热技术在预制混凝土管材养护领域的标杆落地项目。
传统混凝土管道多采用热风循环、自然静置、蒸汽养护工艺,普遍存在烘干能耗高、干燥周期长、管材内外干湿不均、表层开裂起皮、内壁温度无法精准监测等痛点;红外长波辐射依靠电磁波直热物料,热量穿透混凝土表层促使内部水分子共振汽化,由内向外均匀排湿,从工艺根源解决传统烘干弊端,也是瑞士客户选择红外加热方案的核心原因。
二、项目需求拆解
(一)基础工件参数
待烘干混凝土预制管道:内径 1400mm(55.1 英寸),轴向有效高度 2300mm(90.6 英寸),烘干作业场景:加热设备整体置于管道腔体内部向内壁定向供热。
(二)客户四层定制需求
1.工艺烘干需求:采用红外加热完成管道内壁均匀干燥,替代原有高能耗传统烘干生产线;
2.温度监测需求:配套红外传感装置,非接触式实时采集混凝土表面温度数据,为系统控温提供数据源;
3.结构工况需求:炉体尺寸匹配管道内腔,设备支持起重吊装入仓,适配客户厂区起重机机械化安装;
4.精准控温需求:多温区分区控温,依托实测温度自动调节加热功率,规避局部超温造成混凝土干缩开裂。

三、定制化系统整体设计方案
Ceramicx 联合德国 Friedr Freek 技术工程师结合热仿真模拟、混凝土红外吸收特性测算,经过两轮方案迭代完成设备结构优化设计:
1.八角一体式不锈钢炉架结构:摒弃常规圆筒炉体,采用整体八角形不锈钢封闭式外框,优化炉内红外反射光路,提升辐射均匀度,炉体外形尺寸与目标管道精准适配,可完整置入管道内腔;
2.三区独立温区布局:炉体沿管道高度纵向划分 3 个独立温控分区,各温区搭载独立 FTE 陶瓷加热器与温控回路,解决大高度管道上下段温差超标问题;
3.闭环测温控制系统:搭载 Epsilon 系列工业高温计作为非接触测温元件,实时捕捉混凝土内壁表面温度,测温数据实时回传至 KR1 智能温控器,系统基于 PID 算法动态调节各区加热器输出功率,实现全闭环恒温管控;
4.高效聚热反射结构:炉体内部加装特种氧铝化钢反射板,收拢红外辐射能量、减少热能侧向逸散,相比无反射结构节能 25% 以上;
5.吊装结构二次优化:项目研发中期客户新增整机吊装使用需求,原厂重新优化不锈钢外框焊接工艺,炉体框架集成专用吊装挂点,满足起重机快速起吊、下放入管的工况要求。
四、设备核心技术参数汇总表
|
参数大类 |
明细项目 | 技术参数说明 |
|
整机结构 |
炉体外型尺寸 | 1.4m×2.3m(55.1 英寸 ×90.6 英寸) |
|
|
炉体框架材质 | 一体式八角不锈钢箱体 |
|
|
内部反射部件 | 特殊氧铝化钢制专用红外反射器 |
|
|
设备安装形式 | 整机起重机吊装,内置管道内腔作业 |
|
红外热源配置参数 |
加热器型号 | Ceramicx 原厂白色 FTE 全槽型陶瓷红外加热器 |
|
|
红外辐射波长 | 2μm~10μm 长波红外(混凝土最优吸收波段) |
|
|
设备额定总功率 | 约 40KW,功率拆分至 3 个独立温控分区 |
|
|
加热器设计寿命 | 标准连续工况≥20000 小时 |
|
温控闭环系统参数 |
主控控制器 | KR1 智能 PID 温控仪表(自带自整定、能耗统计、定时控制功能) |
|
|
测温传感器 | Epsilon 工业级红外高温计(非接触无磨损测温) |
|
|
系统控制逻辑 | 3 温区分立控温 + 高温计实时测温全闭环反馈调节 |
|
|
系统控温精度 | 全炉温度控制误差≤±2℃ |
|
整机配套电气参数 |
现场接线方案 | 整机预装柔性金属防护导管 + 工业快插接头 |
|
产品安全资质 |
CE、UL 双项原厂工业安全认证,符合欧盟电气标准 |
五、全链路原厂自主生产管控
本套红外烘干系统全部工序由 Ceramicx 工厂内部自研自产,无外协外包加工,全流程品质闭环管控:
1.炉体钣金工序:不锈钢板材裁切、精密焊接、框架总成装配,严控焊接形变公差,保障八角炉体尺寸精度与吊装结构机械强度;
2.反射件加工工序:氧铝化钢反射板精密折弯、高温防腐处理,保证长期高温环境下红外反射效率稳定;
3.热源元件生产:原厂定制烧制白色 FTE 陶瓷红外加热元件,FTE 电热转换效率>95%,2~10μm 长波红外完美匹配混凝土分子吸收峰值,烘干热利用率远高于传统电热管、热风设备;
4.电控集成工序:KR1 控制器配套接线板开模加工、强弱电分区布线、整机控制面板组装,严格遵循欧盟电气安全规范布线。
六、出厂全项检测与一站式交付服务
1. 出厂整机全工况校验
设备打包发运前,在 Ceramicx 厂区试验台完成全项出厂检测:三区功率分项实测、高温计测温精度标定、闭环温控逻辑全工况模拟、加热器连续通电老化测试,逐项校正设备参数,保证设备出厂即可达标投产。
2. 现场快速安装配套设计
整机预装柔性金属导管与工业快插端子,客户现场仅需电源快速插接即可完成接线,省去繁杂布线工序;
3. 全套技术资料同步交付
原厂向瑞士客户完整移交设备结构图纸、电气原理图、标准操作手册、日常维保说明书、出厂验收检测报告全套技术档案,客户收货后无需额外调试、改造,设备落地直接投产,大幅节省客户人工调试成本与投产筹备周期。
七、项目核心落地优势
1.工艺节能优势:FTE 长波红外定向辐射加热,热量穿透混凝土由内向外排湿,规避传统烘干 “外干内湿、管材开裂” 通病;烘干周期相比蒸汽 / 热风养护缩短 50% 以上,综合能耗降低 30%~40%;
2.结构适配优势:八角一体式不锈钢炉 + 整机吊装设计,适配各类大口径预制混凝土管道内腔烘干改造,设备复用性强;
3.温控精准优势:三区独立 PID 控温 + 非接触高温计闭环反馈,无探头接触损伤工件,全炉温场均匀稳定;
4.落地成本优势:出厂预调试 + 快插接线 + 全资料交付,客户零二次调试投入,缩短项目投产周期。
八、我司大中华区本地化服务
作为 Ceramicx 大中华区独家总代理,依托本瑞士项目成熟技术沉淀,我司面向国内混凝土排水管、预制混凝土构件生产企业提供全链条本地化服务:
1.非标定制服务:依据国内客户管道口径、高度、产能、厂房吊装条件,个性化复刻 / 优化八角内置式红外烘干炉方案,灵活调整设备功率、温区数量、温控曲线;
2.原装备品供应:Ceramicx 原厂 FTE 陶瓷加热器、KR1 温控器、Epsilon 高温计全系配件国内常备库存,极速供货;
3.现场落地服务:我方技术工程师上门实地勘测、方案设计、设备安装指导、现场投产调试一站式落地;
4.长效售后维保:国内本地化技术团队 + 备件仓,快速响应设备故障检修、年度保养、系统升级需求。
九、项目总结
本瑞士项目是 Ceramicx 红外加热在大口径预制混凝土管材内腔烘干领域的标志性落地案例,验证了内置式八角陶瓷红外烘干炉在建材烘干养护场景的经济性与工艺优越性。伴随国内预制混凝土行业节能改造升级,高能耗蒸汽、热风养护逐步被红外辐射烘干替代,我司依托独家总代理资源,持续将 Ceramicx 国际成熟红外烘干技术本土化落地,助力国内建材制造企业降本增效、生产线绿色升级