一、前言
二、项目背景与原有设备痛点
(一)客户概况
(二)原有设备核心问题

三、定制化红外加热系统整体解决方案
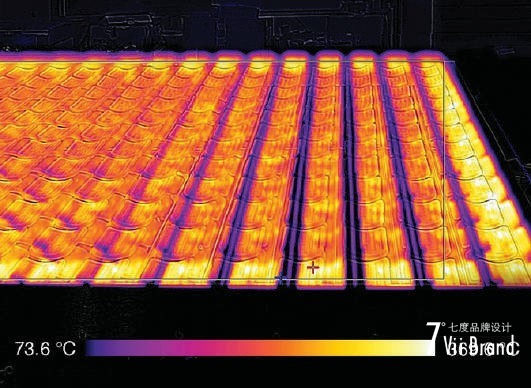
1.加热元件选型与布局
2.多分区闭环温控架构
3.炉体与散热优化
4.可拓展智能控制系统
四、系统核心技术参数
|
项目类别 |
具体参数 |
|
炉体框架 |
不锈钢箱型框架 |
|
反射器材质 |
特制铝包钢 |
|
加热器类型 |
长波陶瓷型HTE红外加热器 |
|
设备最高工作温度 |
250℃ |
|
温度控制器 |
西门子S17500 |
|
控制方式 |
36个带内置热电偶的闭环控制区 |
|
温度监测设备 |
高温计(全域实时温度监控) |
|
系统总加热功率 |
124kw |
|
设备整体尺寸 |
2.08m×1.80m |

五、汽车内饰衬垫热成型切割完整工艺流程
本套红外加热系统服务于黑色塑料片+黑色地毯复合工件的热成型切割工序,全程依托自动化产线完成,具体流程如下:
1.自动化上料:工业机器人将复合工件精准放置于生产线移动载台,完成定位固定,保障上料位置统一;
2.工件入炉加热:移动载台搭载工件匀速进入红外加热炉核心加热区,设备上下双侧HTE陶瓷加热器同步启动,对工件上,下表面进行同步,均匀辐射加热,严格按照工艺设定时长完成恒温加热;
3.热成型加工:加热完成的工件随载台移送至成型工位,采用静压工艺缓慢压合,将柔性复合板材加工为设计所需的内饰衬垫形态;
4.模具冷却定型:初步成型的构件快速转入专用模具内进行冷却,利用模具限位固定产品外形,防止回弹,变形;
5.后道精整加工:待工件完全冷却定型后,从模具中取出,依次开展修边、抛光、裁切等精加工工序,最终产出合格汽车内饰衬垫成品。
整套流程环环相扣,加热工序的稳定性直接决定最终产品外观于尺寸精度,本套红外系统完美匹配自动化产线的节拍与工艺要求。
六、项目运行综合成效
设备正式投产后,经过长期量产验证,客户对整套红外加热系统的各项性能给予高度评价,核心成效体现在四大方面:
1.加热性能大幅提升:HTE长波陶瓷加热器实现快速升温,辐射加热效率远优于传统红外加热板,单位时间产能得到提升;同时红外加热模式减少热损耗,设备能耗控制在合理区间范围,实现节能增效。
2.温度均匀性彻底改善:36路分区闭环控制+热电偶+高温计多重温控方案,彻底解决原设备温差的问题,工件整体受热均匀,热成型后无局部形变,表面色差等缺陷,产品品质一致性显著提升,良品率稳步上涨。
3.控制系统灵活可靠:西门子温控系统运行稳定,PID动态调节逻辑可快速修正温度偏差,同时可升级架构支持客户灵活调整工艺参数,适配不同规格内饰衬垫的生产要求,设备通用性强。
4.设备运维成本降低:陶瓷加热器结构坚固,使用寿命长,不锈钢炉体与铝包钢反射器耐磨损,耐高温,连续量产状态下故障频次低,有效减少停机维护时间,保障产线运作。
七、行业口碑与深度合作
基于本次升级项目的巨大成功,该英国一级汽车供应商再次选择Ceramicx,定制并投建第二套同规格红外加热系统,用于新增内饰衬垫产线,充分认可品牌技术实力与设备稳定性。
同时,该套汽车内饰热成型红外加热解决方案凭借优异的现场表现,被客户主动推荐至英国本土另一家知名汽车制品制造商,成为英国汽车内饰加工领域的标杆加热方案,进一步验证了HTE陶瓷红外加热器系统在橡塑成型领域的通用性,可靠性与先进性。
八、大中华区域服务体系(我司专属服务)
作为Ceramicx全系红外加热设备大中华区域官方总代理,我司依托海外成熟标杆案例与先进技术,面向国内汽车零部件、汽车内饰、橡塑热成型、复合材料加工等行业客户、提供一站式服务;
1.定制化方案设计:根据客户工艺温度、功率、尺寸、产线布局等需求,复刻海外成熟方案,并结合国内产线特点进行本地化优化;
2.全套设备供应:提供HTE陶瓷红外加热器、分区温控系统、红外加热炉整机及配套配件;
3.技术落地支持:安排专业工程师上门完成设备安装、调试、工艺参数标定与操作人员培训;
4.全周期售后运维:提供设备定期巡检、故障维修、配件更换、系统升级等长效售后服务,保障产线稳定运行。
九、结语
汽车内饰热成型对加热设备的均匀性,精准度、稳定性有着极高的门槛,传统一体式红外加热设备已难以满足高端汽车零部件的量产需求。Ceramicx分区式长波陶瓷红外加热系统,凭借定制化布局、多分区闭环温控、高效辐射加热等核心优势,成功解决海外头部车企供应商的生产痛点。
未来,我司将持续引进国际先进红外加热技术,结合国内制造业发展需求,为大中华地区广大工业制造企业提供高品质、高适配的红外加热整体解决方案,助力汽车、橡塑、复合材料等行业实现生产工序智能化、品质高端化升级。